The Duravant family of operating companies serve the food processing, packaging and material handling segments.
















Archives: Blog

Packaged Ice Palletizing Case Study: Triangle Ice
03/07/2017


Pellet Fuel Bagging Case Study: Marth Wood Products
03/07/2017


Animal Feed Case Study: Form-A-Feed
02/01/2017


Fertilizer Bagging Case Study: American Plant Food Corporation
01/31/2017


Lawn and Garden Bagging Case Study: Markman Peat Improves Efficiency with Automation
01/20/2017
Chemical Bagging Case Study: Caspian Sulphur
01/20/2017


Chemical Bagging Case Study: CRI Catalyst Company
01/20/2017
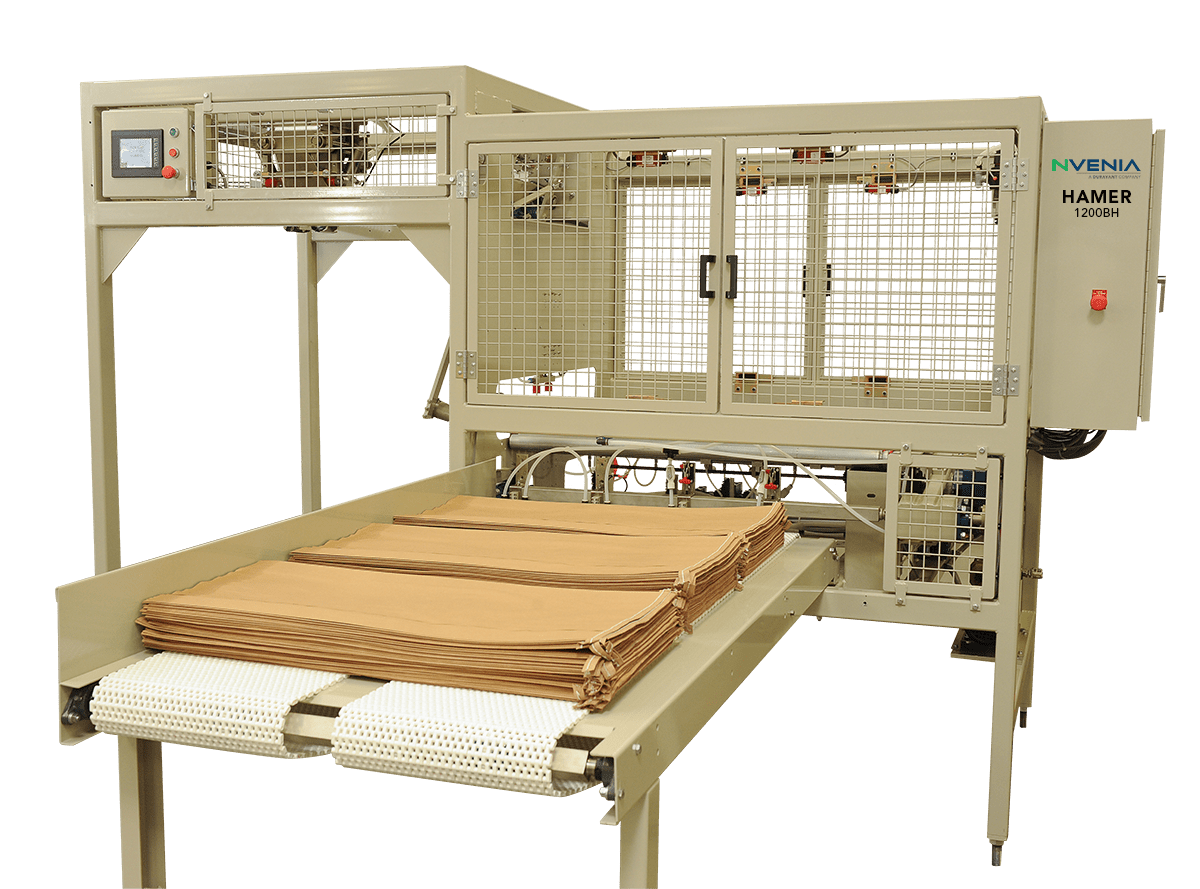
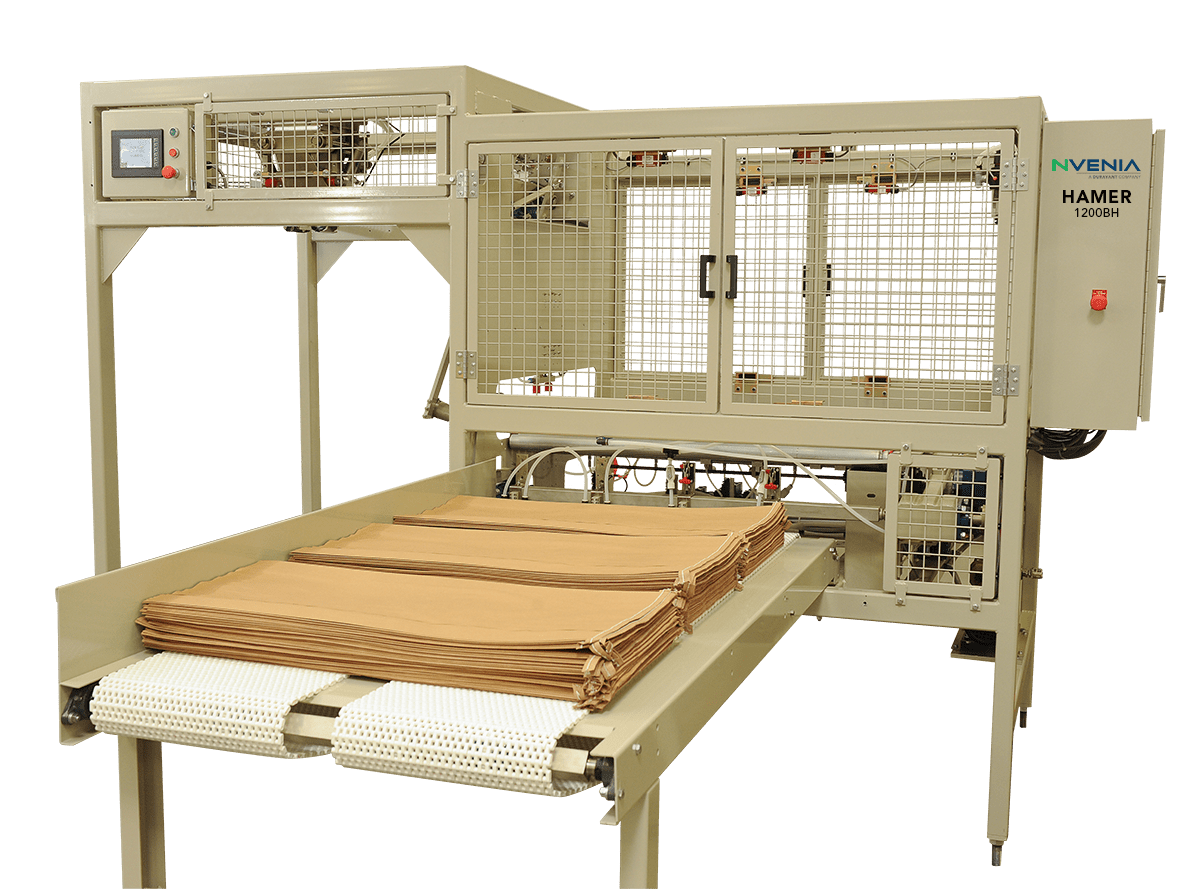
Animal Feed Bagging Case Study: Kent Nutrition Group
12/01/2016


Industrial Film & Bag Producer Partnerships
10/28/2016
How to Determine The Correct Net Weigh Scale Feeder For Your Material
10/04/2016
Innovative Upright Bag Conveyor Design Maximizes Production in Feed and Seed Plants
08/15/2016
Fischbein F-Series Portable Bag closer: Unbeatable For Quality and Durability
08/10/2016